车辆生产中使用了多种尺寸和类型的齿轮。大多数齿轮的材料为碳素钢,因此在全自动生产线上加工未经热处理的齿轮时,切屑控制将是一个重要的问题。当齿轮在热处理后进行加工时,必须使用硬切刀具,以消除磨削工序并降低生产成本。IKEN提供全材料PCBN刀片,用于加工淬火后齿轮。拥有断削槽的PCBN刀片满足高效的加工效率同时也拥有强大的使用寿命。
加工面临的问题
在可靠的断续与连续加工的同时,尽量缩短加工时间
在断续精加工端面和同步齿轮圆锥时确保硬切加工的效率
在混合工况加工时有优秀的短屑能力并保证加工稳定性
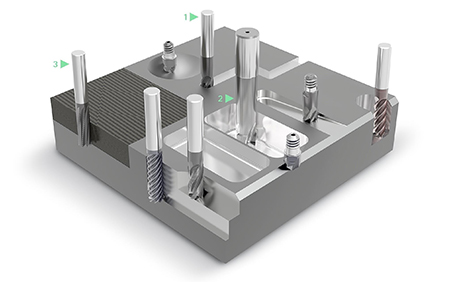
1 - 外圆连续加工
解决方案:IKEN 超硬整体CBN刀片超强耐磨性提高了加工寿命的同时并具有优秀的加工稳定性。细颗粒的 IKN4500与IKN1000 刀片还为淬硬钢(硬度 HRC55– 64)的连续精加工提供出色的耐磨性与稳定性。
产品:IKEN高级切削材料刀片
2 - 端面断续加工
解决方案:IKEN 超硬整体CBN刀片超强耐磨性提高了加工寿命的同时并具有优秀的加工稳定性。细颗粒的 IKN6000与IKN9000 刀片还为淬硬钢(硬度 HRC55– 64)的断续精加工提供出色的韧性和加工效率,搭配特有的图层寿命表现更出色。
产品:IKEN高级切削材料刀片
3 - 混合工况加工断削
解决方案:细颗粒的 IKN6000与IKN6290 刀片还为淬硬钢(硬度 HRC55– 64)的混合工况加工提供出色的韧性和耐磨性。并且IKEN自有的GV、GF断削槽在满足出色的断削能力的同时强大的刃口更能满足较高的加工寿命。
产品:IKEN高级切削材料刀片

Copyright © 2025 上海井研精密工具有限公司 All Right Reserved 沪ICP备14050932号-1